
April 11, 2019
By Chett Norton, C.E.T. and Sylvia Flegg, Marketing Manager
Visually examine and clean flanges, bolts, nuts and washers and make sure to replace any defective components, if necessary.
Lubricate bolt threads, nut threads & facing, and washers.

Install new gasket (Do not reuse old gaskets or use multiple gaskets).
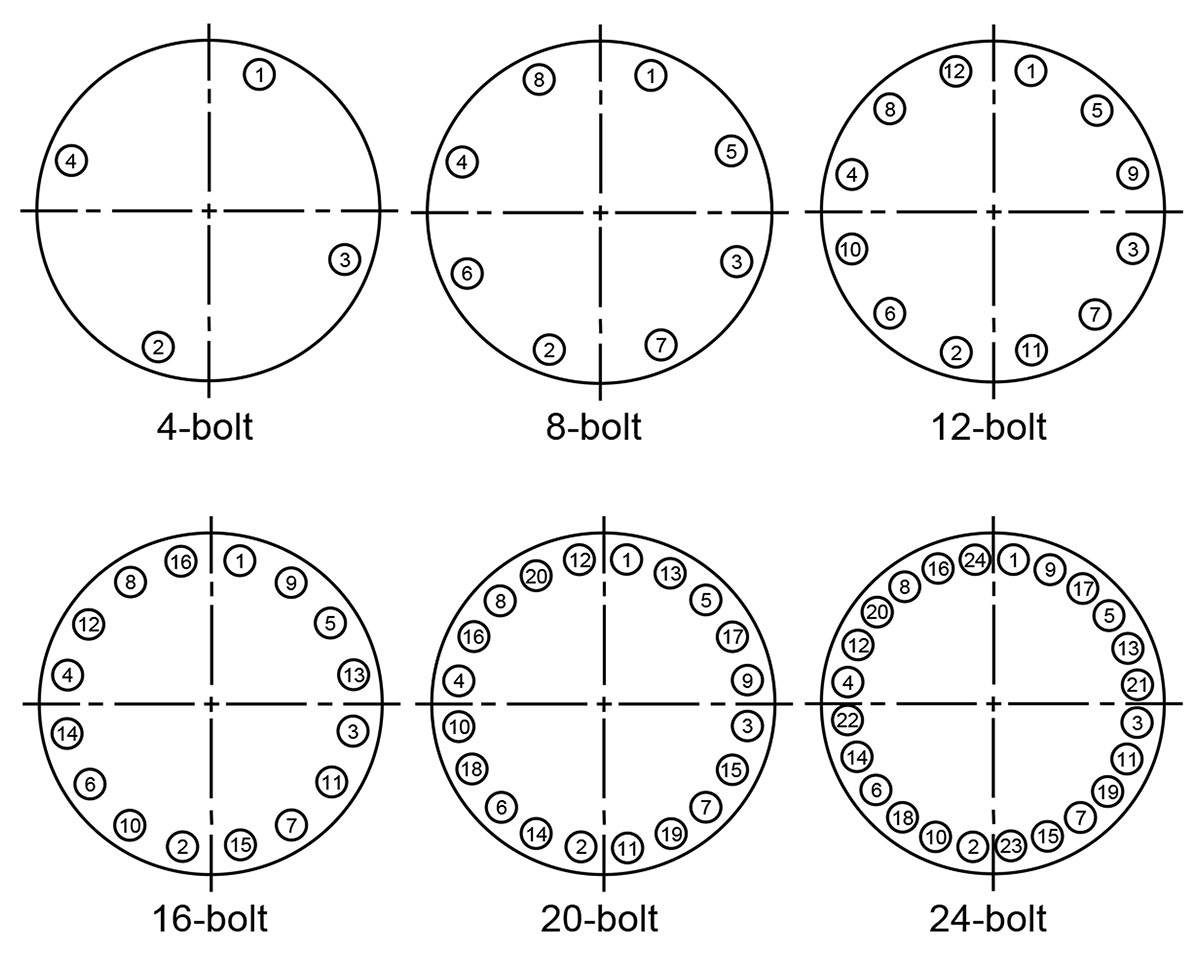
Number the bolts in a “cross pattern” sequence according to this diagram. Important: hand-tighten then pre-tighten bolts to 20 ft/lb torque but do not exceed 20% of target torque.
Check gap uniformity using a gap tool, feely gauge or Vernier calipers.
Target torque round #1 – 30% of target torque, Round #2 – 60% of target torque and round #3 – 100% of target torque. It is very important that you check the flange gap around the circumference in several spots between each of these tightening rounds. If the gap is not reasonably uniform, make the appropriate adjustments by selective bolt tightening before proceeding.

Rotational round: to reach 100% of the target torque, use a rotational clockwise tightening sequence starting with bolt 1 for one complete round and continue until no further nut rotation occurs at 100% of the target torque value for any nut.

Final-round: Re-torque within 4-24 hrs at ambient temperature if possible. Consult TFC technical department for hot-torquing procedures, repeat round 4 followed by a rotational round. A large percentage of short-term preload loss occurs within 24 hours after initial tightening this re-torquing round covers this loss and is especially important for PTFE gaskets.
We recommend the use of an installation assembly worksheet with the details of the assembly and installation including the installers signature and date for verification. You can use the TFC worksheet for easy adoption into your bolting installation verification program.
For other specific applications or general procedures, please contact the TFC applications engineer at tech@trianglefluid.com and you can read more about our Gasket Installation Procedures here.