
The Function of a Gasket is to create and maintain a static seal between two stationary, imperfect surfaces of a mechanical system, designed to contain a wide variety of liquids or gases. The gasket must be able to maintain this seal under all the operating conditions of the system including extremes of temperature and pressure.
The performance of the gasket is affected by a number of factors. All of these factors must be taken into consideration when selecting a gasket.
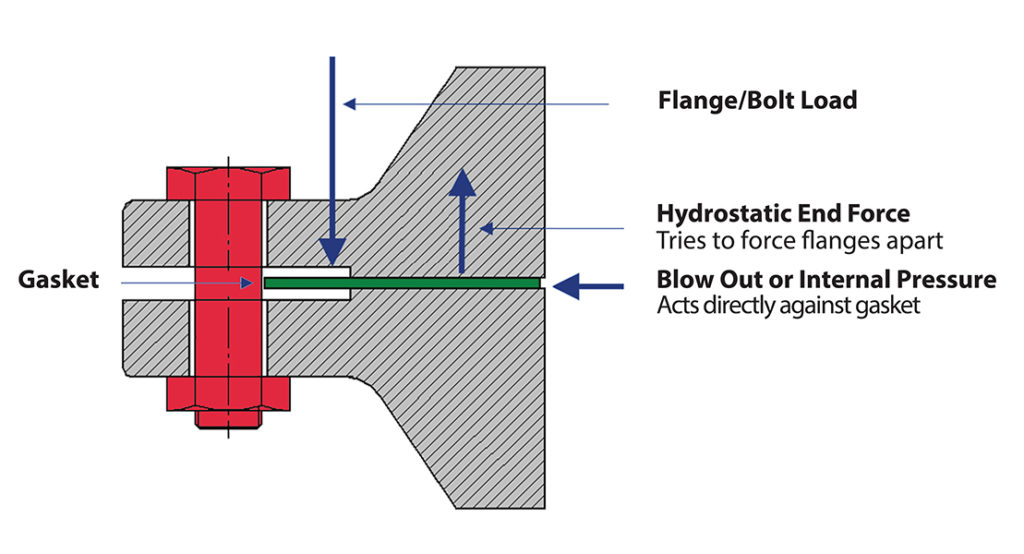
The Flange Load: All gasket materials must have sufficient flange pressure to compress the gasket enough to insure that a tight, unbroken seal occurs. The flange pressure, or minimum seating stress, necessary to accomplish this is known as the “Y” factor. This flange pressure must be applied uniformly across the entire seating area to achieve perfect sealing. However, in actual service, the distribution around the gasket is not uniform. The greatest force is exerted on the area directly surrounding the bolts. The lowest force occurs mid-way between two bolts. This factor must be taken into account by the flange designer.
The Internal Pressure: In service, as soon as pressure is applied to the vessel, the initial gasket compression is reduced by the internal pressure acting against the gasket (blowout pressure) and the flanges (hydrostatic end force). To account for this, an additional preload must be placed on the gasket material. A “m” or maintenance factor has been established by ASME to account for this preload. The “m” factor defines how many times the residual load (original load minus the internal pressure) must exceed the internal pressure. In this calculation, the normal pressure and the test pressure should be taken into account.
Temperature: The effects of both ambient and process temperature on the gasket material, the flanges and the bolts must be taken into account. These effects include bolt elongation, creep relaxation of the gasket material or thermal degradation. This can result in a reduction of the flange load. The higher he operating temperature, the more care needs to be taken with the gasket material selection. As the system is pressurized and heated, the joint deforms. Different coefficients of expansion between the bolts, the flanges and the pipe can result in forces which can affect the gasket. The relative stiffness of the bolted joint determines whether there is a net gain or loss in the bolt load. Generally, flexible joints lose bolt load.
Fluid: The media being sealed, usually a liquid or a gas with a gas being harder to seal than a liquid. The effect of temperature on many fluids causes them to become more aggressive. Therefore, a fluid that can be sealed at ambient temperature, may adversely affect the gasket at a higher temperature.
Both the “m” and “Y” factors will vary with the type of gasket and the thickness of the gasket. Always consult with the manufacturer to determine the “m” and “Y” factors for the gasket material you are using.
In any application, failure to meet the “m” or “Y” factor will result in an imperfect seal and will require a change in the gasket design. This change can sometimes be made by simply decreasing the gasket surface area or by using a thicker gasket. However, since thinner gaskets are generally more effective, changing to a thicker gasket may not be the most satisfactory long-term solution. In some cases, a revision to the flange design may be required.
New gasket design factors being developed by ASME are for bolted joint designs where it is important that a desired level of tightness be achieved. “m” and “Y” factors do not take fugitive emissions into account, whereas the new assumption is that all bolted joints leak to some extent. This “systems approach” focuses on all the components of the bolted joint not just the gasket. A tightness parameter (Tp), is a defined measure of tightness of a joint. A higher value for Tp, represents a lower rate of leakage. See additional discussion under Other Considerations, in the section on Gasket Selection.
The finish or the condition of the gasket seating surface has a definite effect on the ability of the gasket to create a seal. Sheet gasketing is designed to have a seating stress that allows the gasket material to “flow” into the serrations and irregularities of the flange face. This “bite” aids the gasket in resisting the effects of internal pressure, creep and cold flow.
“Smooth” finishes are usually found on machinery or flanged joints other than pipe flanges. When working with a smooth finish, it is important to consider using a thinner gasket to lessen the effects of creep and cold flow. It should be noted, however, that both a thinner gasket and the smooth finish, in and of themselves, require a higher compressive force (i.e. bolt torque) to achieve the seal.
Therefore, due to the flange design, one may have to resort to a thicker gasket, which requires a lower compressive force to seat the gasket. Another way to seat the gasket, when there is insufficient compressive force available, is to lessen the area of the gasket.
Even if a spacer that fits on the raised face flange outside the raised face area is used, damage to the flanges can still occur and great care should be taken.
FULL FACE FLANGES. In a bolted joint using ANSI full face (or flat face) flanges it must be remembered that the same bolts used in the corresponding raised face joint are now being asked to seal 3 to 4 times the gasket area with full face flanges. It is almost impossible to create an effective seal and high strength bolts should be considered.
ANSI Class 150 Full face bolted joints are poor design and should only be used for non-critical fluids.
- 1. Under heat and pressure, the metals in the compound can adhere to the flange surface, causing distortion of the flange and/or fill in the serrations. After a period of time, when this condition has been allowed to progress, no amount of additional torque will allow the gasket to seal.
- 2. Applying anti-seize to the gasket lubricates the sealing surface. This isn’t a problem until gasket compression is lost for some reason. Then the lubricated gasket can either be extruded, or forced out of the flange by the internal pressure. Here the friction created by the flange serrations play a role.
For these reasons the use of anti-seize is not recommended. The important thing is keeping the flange serrations intact, by making sure they are thoroughly cleaned each time a gasket is changed to maintain it’s integrity, to get good compression on the gasket, and a minimum bolt stress of at least 40% of bolt yield.
In many instances, a good seal is obtained through the limited “swell” caused by the reaction of the inside edge of the gasket material with the fluid being contained.
A certain amount of swell is desirable, as long as it reaches an equilibrium and does not reach a condition of degradation where the gasket begins to breakdown. In many instances, the fluid being contained may “cauterize” the inside edge of the gasket and “seal off” the gasket from further fluid penetration.
Since sheet gasket materials have micropores, they must be sufficiently compressed to reduce porosity. Without adequate compression the system pressure can force the contained fluid into the gasket and degrade it.
Therefore, when installing the gasket it is important that good technique be followed including cleaning the flanges, inspecting the flange face and the bolts and bringing the flanges together parallel and in stages. Many field problems arise from improperly installed gaskets. Refer to the section on gasket installation.
- Use of a thinner gasket: The surface of the gasket is actually the sealing surface. The internal portion of the gasket is used primarily to insure that the imperfections in the sealing surface are filled. Since it is this internal portion that is primarily affected by creep relaxation, the thinner the gasket, the more effective the seal. However, if the surface to be sealed is pitted or marred or is somewhat distorted, it may not be feasible to switch to a thinner gasket.
- Use of a denser gasket: In general, the denser the gasket material, the less creep relaxation will occur. With materials of similar composition, greater density will require greater seating stresses to seal. Therefore, some lighter flanges may not be strong enough to use with a denser material.
- Use of conical washer: The elastic effect of a conical washer helps to compensate for some of the loss in gasket resilience. The washer also lengthens the bolt to a slight degree, lessening the effect of bolt elongation.
- Greater bolt load: The use of stronger bolts or more bolts can also help in the reduction of torque loss. Care should be taken to insure that the maximum loads on the bolts are not exceeded.
- Process safety
- Environmental concerns
- Life of service in the flange
- Maintenance costs
- Inventory costs
Some things to consider when selecting a gasket are:
- Chemical compatibility with the process fluid
- The pressure-temperature (PxT Factor) relationship of the gasket to the service conditions
- Physical and mechanical properties of the gasket material
- Other considerations such as fire safety, and gasket design factors
A chemical resistance chart can be a helpful guide. This information is available but it must be remembered that most chemicals become more reactive at higher temperatures. This must always be considered when selecting the gasket.
In some instances it is only prudent to consider field testing in a controlled application and we encourage this. Samples are available for such purposes. For samples, please fill out and submit a sample request form.
In all piping systems the flanges, valves and the piping itself have a pressure – temperature relationship. This PxT factor is the result of multiplying the operating pressure times the operating temperature to arrive at a numerical value. This value is not constant and is different at each temperature and pressure combination. In the table below the PxT factors for carbon steel piping per ANSI B16.34 and saturated steam are shown. The fact that PxT values exists for piping should indicate that such values also exist for gasketing, and just like piping, those values change with differences in the pressure and temperature.
| Temp. | (Carbon Steel) Class 150 |
(Carbon Steel) Class 300 |
Saturated Steam | |||
|---|---|---|---|---|---|---|
| °F | psi | (P x T) | psi | (P x T) | psi | (P x T) |
| 100 | 285 | (28,500) | 740 | (74,000) | 1 | (100) |
| 200 | 260 | (52,000) | 675 | (135,000) | 12 | (2,400) |
| 300 | 230 | (69,000) | 655 | (196,500) | 68 | (20,400) |
| 400 | 200 | (80,000) | 635 | (254,000) | 250 | (100,000) |
| 500 | 170 | (85,000) | 600 | (300,000) | 680 | (340,000) |
| 600 | 140 | (84,000) | 550 | (330,000) | 1550 | (930,000) |
| 700 | 110 | (77,000) | 535 | (374,500) | 3100 | (2,170,000) |
The chart below graphically represents the information presented above
Now we can look at how sheet gaskets fit. As stated above just like piping, the PxT relationship for gaskets changes with each pressure – temperature combination and therefore is not a constant.
The chart below shows compressed non-asbestos and compressed asbestos gasketing vs. three different pressure classes and saturated steam for reference. This chart shows why, as a general rule, all sheet non-asbestos gasketing should be limited to Class 300 and below.
Some of these ASTM tests are:
F 36 – Compressibility and Recovery
F 37 – Sealability
F 38 – Creep-relaxation
F 146 – Fluid Resistance
F1574 – Compressive Strength
In addition to ASTM tests, we also do testing to BSI (British Standards), DIN (German Institute for Standardization) and FSA (Fluid Sealing Association) standards. These tests include:
ASTM – F2837 – Hot Compression
DIN – 3535 – Gas Permeability
FSA – NMG-204 – High Pressure Saturated Steam Test
These tests are outlined in the test methods section.
Fire safe capability. There is no standard for “fire safe” gasket materials. However, Durlon® 8500 passed a modified API 607 fire test that was done by an independent lab.
API Spec 6BF, Fire Test for End Connections, and API Bulletins, 6F1 and 6F2, do discuss fire testing but for metal gaskets and API rings, not soft gasket material.
Gasket design factors. The m and y values established by ASME and the newer design factors being developed by the PVRC for fugitive emissions, are additional considerations. The m and y values do not take fugitive emissions into account whereas the newer tightness parameters (Tp) do.
These gasket factors recognize that all joints leak to some extent. Therefore, an acceptable level of leakage is defined. A leak rate of 1/2480 lb/hr per inch of OD has been defined as a “standard” acceptable leak rate and is known as T2.
Tp classes and their associated leak rates are as follows:
T1 – Economy – 1/25 lb/hr per inch of OD
T2 – Standard – 1/2,480 lb/hr per inch of OD
T3 – Tight – 1/248,000 lb/hr per inch of OD
Torque values for Durlon® products are calculated using a tightness parameter of T3.